Vier jaar geleden werd ik uitgenodigd om DDMRP te introduceren bij een team van een bedrijf voor medische hulpmiddelen, een dochteronderneming van een Duitse groep. Supply chain, inkoop, productie en kwaliteit waren in de kamer. Ze wilden meer weten omdat ze te kampen hadden met lange vertragingen, te veel voorraad, een onbevredigend servicetarief en met veel noodingrepen te maken hadden.
Het bedrijf had verschillende projecten uitgevoerd om de situatie te verbeteren en hadden al enkele supply chain managers versleten. Een van de belangrijkste projecten van het moment – « “TCO” » – was het verbeteren van de “Total Cost of Ownership (totale eigendomskosten).” Ik dacht dat het initiatief positief was: dit bedrijf importeerde veel producten uit Azië naar Europa, rekening houdend met de werkelijke volledige kosten bij het inkoop beslissingen kon alleen maar een goede zaak zijn.
Mijn presentatie werd goed ontvangen, totdat ik me liet meeslepen door enthousiasme en vrolijk Wilson’s formule van de hand deed, die jaren geleden gebruikt was om een economische bestel hoeveelheid van de orde te berekenen, weet je nog?
Terwijl ik veel nadruk legde op de schade die deze formule had aangericht in de industrie, voelde ik groeiend ongemak bij mijn publiek.
Na een paar beschaamde uitwisselingen, bleek dat het beroemde “volledige kosten van aankoop” project was in wezen om de omvang van de inkoop hoeveelheid te verhogen, om de last van de kwaliteit controle te verminderen. Inderdaad, in Farma of in medische hulpmiddelen, ingangscontrole is een belangrijke operationele activiteit, die een perfecte traceerbaarheid van partijen vereist, en het kan een intensieve activiteit zijn.
Na het flow mappen, constateerde het team dat de meeste van de doorlooptijd bij binnenkomst was de wachtrij voor controle. Zo grofweg ingeschat was het gemiddelde meer dan twee weken.
De conclusie die ze hadden getrokken uit deze bevinding? Om vertragingen bij binnenkomst te verminderen en de kosten te verlagen, hebben we minder batches nodig in de toegangscontrole, hiervoor zullen we massaal de aankoopgrootte vergroten en de kosten van ingangscontrole in de formule van Wilson te integreren, daarnaast zal het ons in staat stellen volumekorting te bedingen bij eenmalige leveranciers.
Ok, je ziet me komen, dit gaat een tikkeltje tegen de stroom, en de tegen het principe van werkelijke volledige kosten te valideren.
We splitsten vriendschappelijk na mijn presentatie, en ze belden me niet terug … Op het eerste gezicht beginnen ze nu weer naar DDMRP te kijken, misschien heeft het “TCO”-project niet de verwachte winsten opgeleverd.
Waren er oplossingen om de capaciteitsbeperking van deze ingangscontrole te verhogen? Het was volledig handmatig, zonder elektronische batch validatie, was er een gebrek aan veelzijdigheid van de teams, sommige wijze van meten waren complex en de ad-hoc leveranciers kon niet worden ingeschakeld zonder QA-contracten, die de controles compliceerden. Zoveel wegen van vooruitgang zonder twijfel …
Laten we teruggaan naar vandaag. We hebben zojuist een jonge student supply chain management in ons team verwelkomd. Zoals ik hem vrijdag uitlegde zou Wilsons formule verboden moest worden, en zijn ogen puilden uit: hij geeft al jaren les in deze formule om economische bestel hoeveelheden te bepalen, het was zelfs een van de favoriete onderwerpen van zijn professor! !
Het uitleggen aan de jongere generaties van Wilson’s formule in 2020 is een misdaad tegen de stroom van de komende jaren, toch?
Waarom zoveel haat tegen Wilson’s formule? Ze ziet er tenslotte wetenschappelijk uit, hè? Er zit zelf “de wortel van” in!!
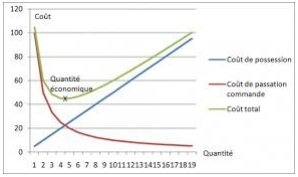
 Wilson’s formule is een mooi voorbeeld van een precieze formule. We verdelen een teller door een noemer, en we nemen de wortel. Ontwikkeld in 1934 berekende deze het optimale punt van de totale kosten tussen de kosten van het bezit van de voorraad en de kosten van het bestellen. Daar is niets tegen in te brengen.
Wilson’s formule is een mooi voorbeeld van een precieze formule. We verdelen een teller door een noemer, en we nemen de wortel. Ontwikkeld in 1934 berekende deze het optimale punt van de totale kosten tussen de kosten van het bezit van de voorraad en de kosten van het bestellen. Daar is niets tegen in te brengen.
Maar, wat kleine details:
Hoe berekent u de eigendomskosten? Wat zijn de kosten van voorraad? Wat zijn de werkelijke kosten van kapitaal in deze voorraad? Wat zijn de kosten van kwaliteitsproblemen, opslag, veroudering? Wat zijn de kosten van te veel voorraad? Wat zijn de kosten van een tekort? Wat zijn de kosten van verloren omzet? Hoe berekent u deze kosten zonder de variabele en vaste kosten vrolijk te mengen?
En de kosten van bestellen, wat is het? Ik ken bedrijven die de volgende berekening hebben gedaan: ik heb vier leveranciers, die elk 1600 uur per jaar werken, ze verwerken 10.000 bestellingen per jaar, dus ik heb een kostenpost per bestellijn van 0,64 uur van een leverancier. Mmm…..Als ik 1000 minder bestellingen plaats, bespaar ik dan 640 uur?
Samengevat: Wilson’s formule past een wortel toe op de verhouding van een willekeurige schatting gedeeld door een andere willekeurige schatting. We hebben hier een mooi voorbeeld van een hele precieze verkeerde berekening, toch?
Deze redenering uit 1934 is duidelijk niet meer van toepassing, of mogelijk nooit geweest.
Laten we duidelijk zijn, deze formule heeft in de meerderheid van de bedrijven de doorstroom belemmerd, terwijl in het primaire doen van het bedrijf het genereren van een snelle en betrouwbare stroom van producten is, die voldoen aan de verwachtingen van de klant!
Het gaat er niet alleen om de reële knelpunten die genegeerd worden en vaak extra kosten met zich mee brengen. Dit is vaak een struikelblok in de LEAN-benaderingen: “de enkel stuk flow,” waar de batch grootte 1 is, welke in veel gevallen niet realistisch is.
Een vrachtwagen of container heeft een bepaald kostenplaatje en een ecologische voetafdruk. Ombouwkosten die tijd vergen op hoog bezette apparatuur hebben kosten. Materiaalverlies die verband houden met wassen tussen twee producten in de procesindustrie hebben een kostprijs.
Zelfs als we de flexibiliteit van onze middelen kunnen verbeteren met SMED-benaderingen en technologische ontwikkelingen, moeten we deze kosten niet negeren en moeten we er rekening mee houden bij het ontwerp van ons operationeel model.
Het Demand Driven-model biedt ons waardevolle ondersteuning om het probleem van de batch grootte aan te pakken en te synchroniseren met de totstandkoming van een snelle en betrouwbare materiaalstroom:
Gedeelde zichtbaarheid
- De batch grootte van de partij van opgeslagen materialen wordt gebruikt door de groene gebieden van de buffers. Wanneer deze groene gebieden niet in verhouding staan tot de rode en gele gebieden, is het duidelijk. Als uw inkopers, uw leveranciers, uw supply chain, technische teams en marketing zijn opgeleid in de DDMRP, zijn alle begrippen zijn hetzelfde en de impact van groene zones. Het wordt makkelijker om de inzichten op elkaar af te stemmen.
Economische impact
- De impact van de groene zone op de waarde van de voorraad is gemakkelijk te vertalen in voorraad hoogtes. Het operationele model kan worden gesimuleerd met meerdere batchgroottes en de effecten op voorraad, service, doorlooptijd, aantal productie omzettingen zijn eenvoudig te beoordelen.
Pragmatisme van batchgrootte
- Het gebruik van order interval (aantal dagen tussen de batches) of een doorlooptijdfactor (met behulp van een percentage om een redelijke batchgrootte vast te stellen in verhouding tot een kort, gemiddeld of lange levertijd) maakt het mogelijk om een model in te schalen dat compatibel is met bestaande knelpunten.
Groepsplanning
- Voorraadbuffers en DDMRP-tijdbuffers maken het eenvoudig om samen te plannen: we groeperen productieseries van orders die tegen lagere kosten kunnen worden geproduceerd, waarbij we rekening houden met actuele klantprioriteiten. Dit is een zeer effectieve manier om de grootte van de batch te beperken per artikel zonder de kosten te verhogen. De definitie van deze ontwerp regels in het operationele model maakt het mogelijk om de juiste vragen te stellen aan het operationele team operationele en de logica aan te passen aan de flow.
Continue verbetering processen
- De prestaties van het Demand Driven model worden voortdurend gemeten, de hefbomen voor verbetering worden gemarkeerd en teams worden aangemoedigd om het model continu te verbeteren.
Wat de uiteindelijke economische batch grootte? Een batch die de flow snel laat stromen, wat verenigbaar is met de huidige stand van onze mogelijkheden, die op een pragmatische manier rekening houdt met onze knelpunten en die we continu zullen verbeteren. Het werkt niet met wortel trekken, maar het vereist de kennis en intelligentie van onze teams!



